Fabricación de ollas, sartenes y otros utensilios de cocina mediante procesos de hilado, laminado y procesos auxiliares

DENN ofrece una amplia gama de tornos de laminación y embutición que permiten fabricar todo tipo de ollas, sartenes y otros utensilios de cocina de acero inoxidable con un acabado de alta calidad en una sola pasada o en varias operaciones sucesivas de mecanizado; en diversos materiales y en cualquier tamaño que necesites. Los tornos DENN no sólo son fáciles de programar, sino que también ofrecen tiempos de producción extremadamente cortos. Este documento ofrece una visión general de las piezas, piezas brutas, operaciones y máquinas utilizadas en la fabricación de utensilios de cocina.
PIEZAS
- Ollas y sartenes de aluminio con forma parcialmente convexa o cóncava
- Ollas y sartenes con forma parcialmente curvada
- Cacerolas cilíndricas de acero inoxidable
- Ollas con bordes, rebordes, aristas, etc.
INDUSTRIAS
- Menaje de cocina
- Hostelería
- Restauración
OPERACIONES
- Enrollado
- Laminado cilíndrico
- Laminado cónico
- Torneado de bridas
- Bordoneado
- Formado y marcado
- Engaste de anillas, etc.
PREFORMA
- Chapas embutidas o preestiradas, chapas en forma de disco y chapas prensadas de perfil bajo.

UTILLAJE Y SISTEMAS AUXILIARES
- Una matriz con un perfil exterior que coincide con el perfil interior de la pieza que hay que fabricar. La geometría de la matriz se crea mediante un proceso de copiado CNC.
- Rodillos de diversos tipos y geometrías para dar forma al material. Herramientas de marcado, herramientas de corte y herramientas de rebordeado.
- Sujeción de piezas mediante un contrapunto simple o doble con mandriles de distintas geometrías, un dispositivo de centrado y un soporte de chapa.

MÁQUINAS
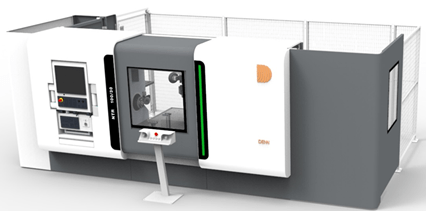
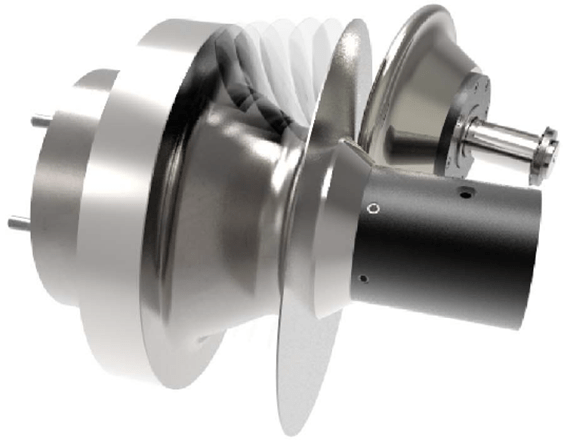
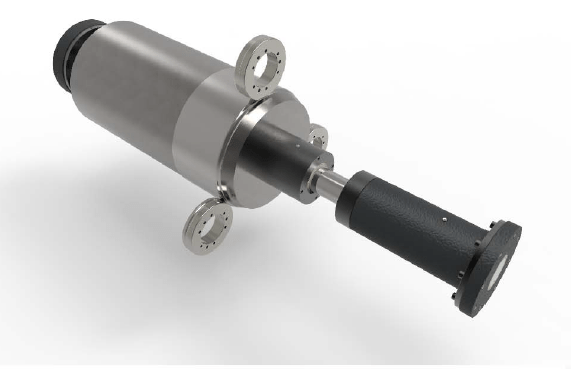
Máquinas de tipo NTR

Máquinas tipo TES
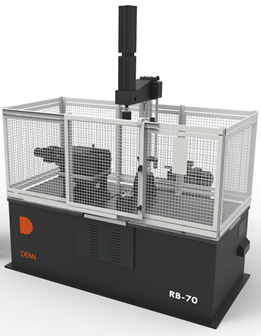
Máquinas de tipo RB

Máquinas de tipo RL
Fabricación de ollas y sartenes de aluminio con forma parcialmente convexa o cóncava
Laminadores RL de tres rodillos
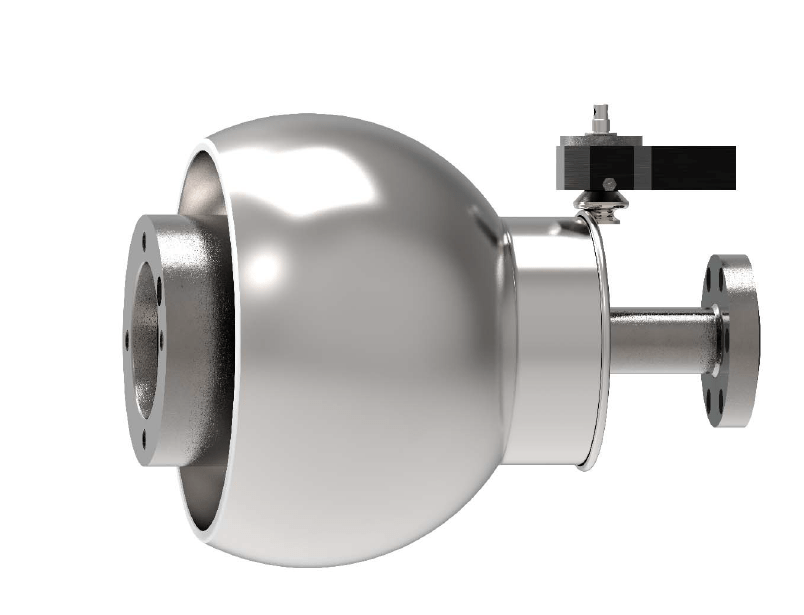
El disco se coloca en el dispositivo de centrado y el contrapunto lo presiona contra la cara frontal de la matriz. Una vez fijada la pieza, la matriz empieza a girar. El rodillo empieza a presionar el material, conformándolo contra la matriz. Según el material, el grosor inicial, el grosor final y la geometría de la operación, este proceso de conformado se realiza en una o varias pasadas hasta que la pieza haya adoptado la forma de la matriz.
Tornos NTR, TES y otros tipos
El disco se coloca en el husillo principal y el contrapunto lo presiona contra el molde. Se pone en marcha el husillo, y el disco de corte realiza varias pasadas sucesivas hasta que la pieza tenga la geometría deseada.
Fabricación de ollas y sartenes cilíndricas de acero inoxidable
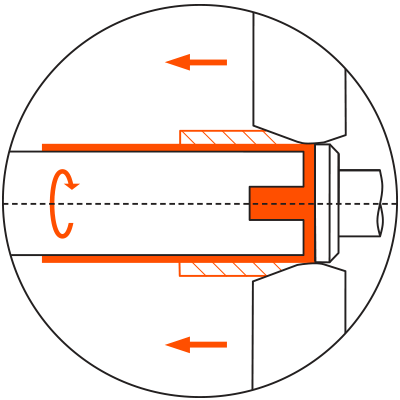
Laminadores RL de tres rodillos
Las piezas de este tipo se conforman en frío con una reducción del grosor de hasta el 80% respecto a la pieza preestirada, utilizando tres rodillos que se mueven en paralelo a la matriz. Este proceso garantiza la máxima calidad tanto en el interior como en el exterior, reduciendo así el tiempo necesario para las operaciones posteriores de rectificado y pulido. Las ollas producidas de este modo tienen un fondo grueso y un grosor de pared mínimo. Cuando las formas requieren pocas pasadas, también puede utilizarse un proceso estándar de embutición profunda.
Operaciones auxiliares en tornos rebordeadores RB
Anillas en los extremos de las macetas
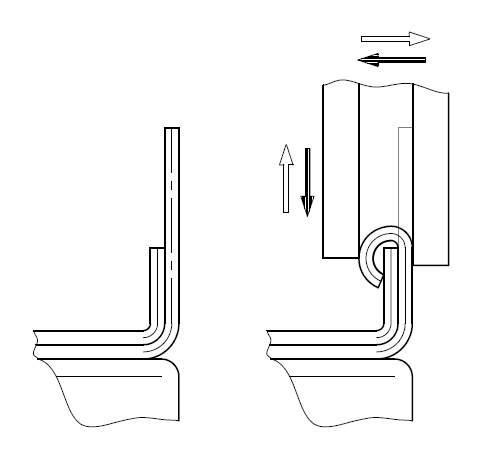
Para formar inicialmente el anillo, la banda se corta a medida, se enrolla y se suelda. Para formar un anillo para vasijas esmaltadas, se realiza una serie de operaciones automatizadas en una máquina horizontal de corte y rebordeado, accionada por un carro vertical que incorpora el rodillo formador.
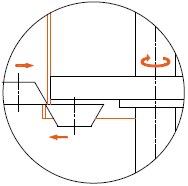
Amartillado
Fijar el borde a la olla es un proceso sencillo y rápido. Se realiza utilizando el mismo modelo de máquina e implica un carro de accionamiento vertical equipado con el rodillo formador adecuado. La herramienta es fácil de usar, y se recomienda que la sección interior se haga con un sistema regulable en altura.
Otros
Además de operaciones como recortar el material sobrante, mecanizar bordes, rebordear, rebordear, etc., se pueden realizar operaciones típicas en componentes de menaje de cocina, como mecanizar bases de difusores en sartenes y ollas, crear rebajes internos y recortar el material sobrante en tapas de ollas, conformar piezas a partir de virolas laminadas y soldadas, fabricar cuerpos para coladores, moldes abiertos para repostería, etc.

VENTAJAS
- Un sistema poco ruidoso en comparación con los métodos tradicionales, como las prensas, la expansión, etc.
- Costes mínimos de utillaje para producir cualquier componente.
- Una pieza totalmente acabada producida por una sola máquina, lo que elimina la necesidad de costosas operaciones de manipulación, espacio adicional, etc.
- Mínima inversión en maquinaria gracias a su gran versatilidad para trabajar con diferentes diámetros, espesores, calidades de material, etc.
- Las tolerancias internas pueden alcanzarse de acuerdo con las normas DIN, siempre que el molde las cumpla.
