Manufacturing of pots, pans, and other kitchenware through spinning, rolling, and auxiliary processes

DENN offers a wide range of rolling and drawing lathes that enable the production of all types of stainless steel pots, pans, and other kitchen utensils with a high-quality finish in a single pass or several successive tooling operations; in various materials, and in any size you require. DENN lathes are not only easy to program but also deliver extremely short production times. This document provides an overview of parts, blanks, operations, and machines used in the manufacture of kitchenware.
PARTS
- Aluminum pots and pans with a partially convex or concave shape
- Pots and pans with a partially curved shape
- Cylindrical stainless steel pots and pans
- Pots with rims, flanges, edges, etc.
INDUSTRIES
- Kitchenware
- Hospitality
- Foodservice
OPERATIONS
- Rolled
- Cylindrical rolling
- Conical rolling
- Flange turning
- Beading
- Forming and marking
- Ring crimping, etc.
PREFORMS
- Deep-drawn or pre-drawn blanks, disc-shaped sheet metal, and low-profile press-formed blanks.

TOOLING AND AUXILIARY SYSTEMS
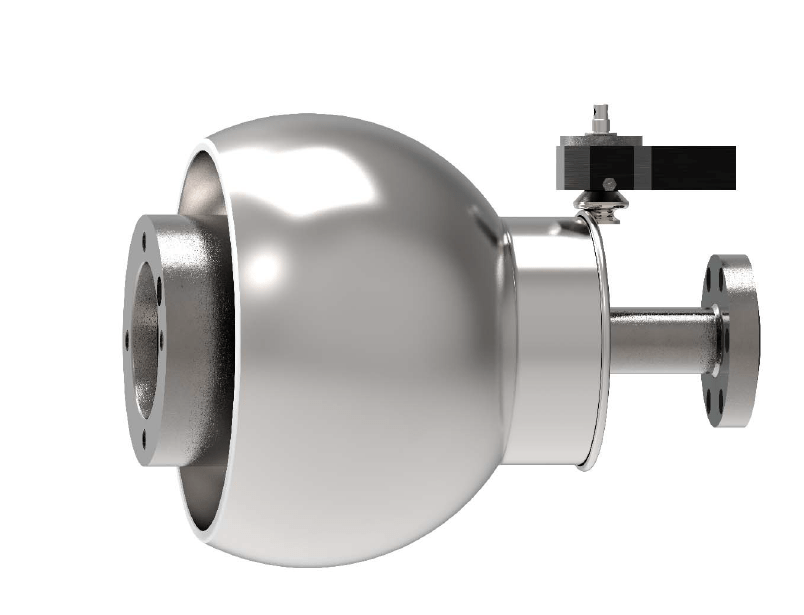
- A die with an outer profile that matches the inner profile of the part to be manufactured. The die’s geometry is created using a CNC copying process.
- Rollers of various types and geometries for shaping the material. Marking tools, cutting tools, and beading tools.
- Workpiece clamping using a single or double tailstock with chucks of various geometries, a centering device, and a sheet metal support.

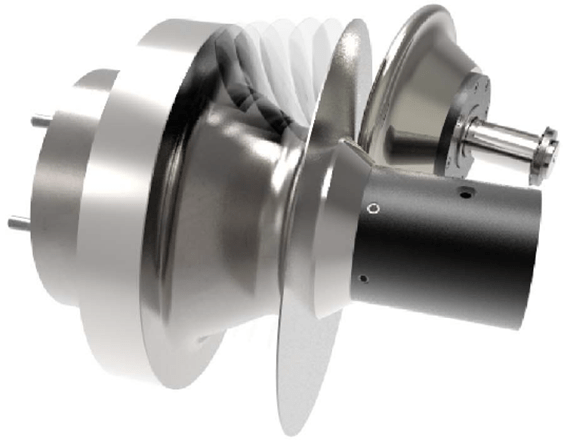
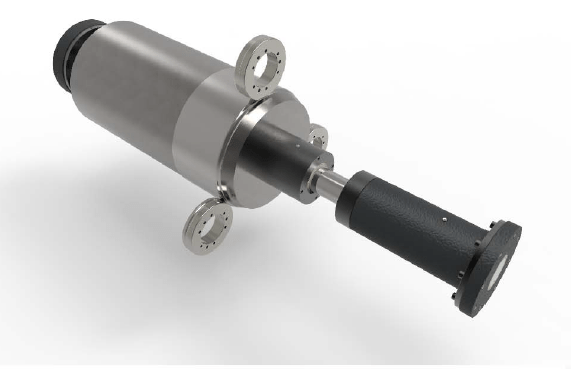
MACHINES
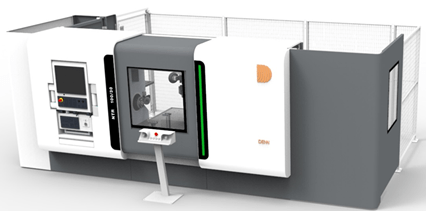
NTR-type machines

TES-type machines
RB-type machines

RL-type machines
Manufacturing of aluminum pots and pans with a partially convex or concave shape
RL rolling mills with three rollers
The disc is placed on the centering device and pressed against the front face of the die by the tailstock. Once the workpiece is secured, the die begins to rotate. The roller begins to press the material, forming it against the die. Depending on the material, initial thickness, final thickness, and geometry of the operation, this forming process is performed in one or more passes until the workpiece has taken on the shape of the die.
NTR, TES, and other type lathes
The disc is placed on the main spindle and pressed against the mold by the tailstock. The spindle is started, and the cutting wheel makes several successive passes until the part has the desired geometry.
Manufacturing of cylindrical stainless steel pots and pans
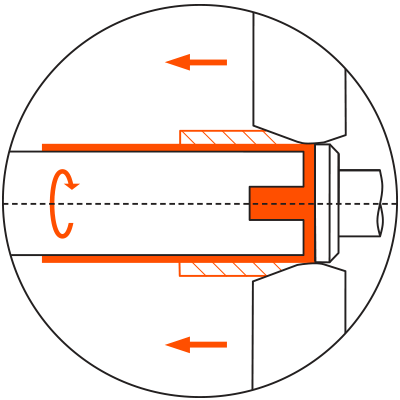
RL rolling mills with three rollers
Parts of this type are cold-formed with a thickness reduction of up to 80% compared to the pre-drawn part, using three rollers that move parallel to the die. This process ensures the highest quality both inside and out, thereby reducing the time required for subsequent grinding and polishing operations. The pots produced in this way have a thick bottom and minimal wall thickness. When shapes require few passes, a standard deep-drawing process can also be used.
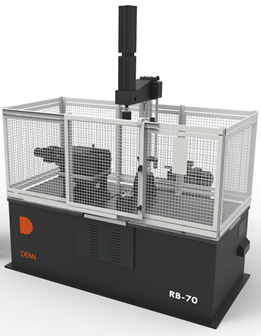
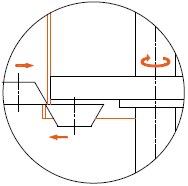
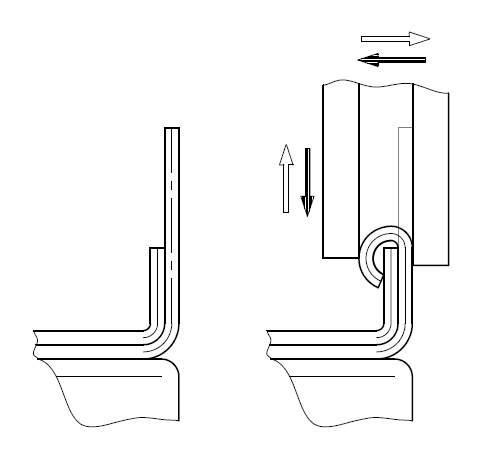
Auxiliary operations on RB beading lathes
Rings at the ends of pots
To initially form the ring, the strip is cut to size, rolled, and welded. To form a ring for enameled pots, a series of automated operations is performed on a horizontal cutting and beading machine, driven by a vertical carriage that incorporates the forming roller.
Cocked
Attaching the rim to the pot is a simple and quick process. It is performed using the same machine model and involves a vertical drive carriage equipped with the appropriate forming roller. The tool is easy to use, and it is recommended that the inner section be made with a height-adjustable system.
Others
In addition to operations such as trimming excess material, edge machining, beading, flanging, etc., typical operations can be performed on kitchenware components, such as machining diffuser bases in frying pans and pots, creating internal recesses and trimming excess material on pot lids, forming parts from rolled and welded ferrules, manufacturing bodies for strainers, open molds for pastries, etc.

BENEFITS
- A low-noise system compared to traditional methods such as presses, expansion, etc.
- Minimal tooling costs for producing any component.
- A fully finished part produced by a single machine, eliminating the need for costly handling operations, additional space, etc.
- Minimal investment in machinery due to its high versatility for working with different diameters, thicknesses, material qualities, etc.
- Internal tolerances can be achieved in accordance with DIN standards, provided the mold complies with them.