Necking-in for controlled wall thickening and high-integrity pressure vessel components.
Controlled necking-in of cylindrical pressure vessels.
Progressive wall thickening, precise geometry and reliable preparation for threading and sealing operations.
The Challenge
Manufacturers of pressure cylinders (including gas bottles, fire extinguishers and industrial containers) must meet strict mechanical and safety requirements.
These components operate under high internal pressures and require:
- Precise neck geometry for valve integration
- Sufficient wall thickness in critical areas
- Structural integrity under cyclic loading
- Consistent dimensional accuracy for downstream machining
Traditional manufacturing approaches often involve multiple forming, machining and joining operations, leading to:
- Complex and multi-step production processes
- Limited control over material distribution in the neck area
- Increased cycle times and handling operations
- Higher tooling and production costs
At the same time, the neck area is one of the most critical zones of the component, as it must withstand threading, sealing and repeated mechanical stress.
The objective was clear:
achieve precise neck geometry while controlling material thickness and ensuring structural integrity.
The DENN Solution
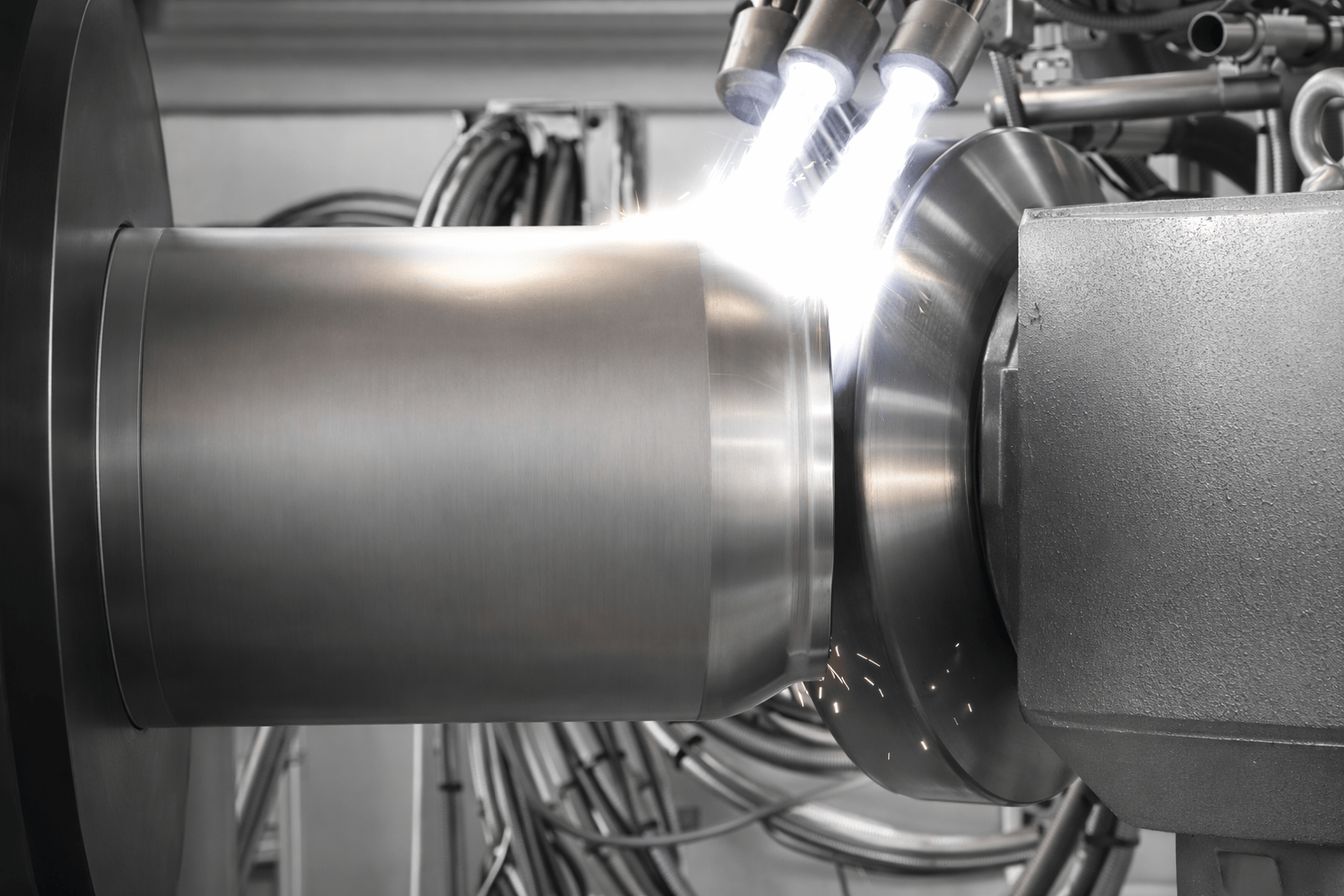
DENN developed a controlled necking-in process for cylindrical components, integrated within the overall forming sequence.
The process starts from preformed cylindrical tubes or blanks, previously shaped to the required diameter and wall thickness.
The necking-in operation is performed through successive controlled passes:
- The component rotates while the forming tool follows a programmed path
- The tool progressively reduces the diameter in the neck area
- Material flows and accumulates in the forming zone
- Wall thickness increases progressively in the neck region
For aluminium components, the necking operation is typically performed with local heating (around 250°C) to ensure proper material flow and avoid defects.
The process combines:
- Rotational motion of the part
- Longitudinal movement of the tool
- Controlled temperature conditions when required
This allows the formation of a precise neck profile with the required wall thickness for subsequent operations such as:
- Drilling
- Facing
- Threading
The result is a fully prepared neck geometry, ready for functional integration.
The Result
The controlled necking-in process delivers clear industrial advantages:
- Precise and repeatable neck geometry
- Progressive wall thickening in critical areas
- Improved structural integrity of the component
- Reliable preparation for threading and sealing operations
- Reduced need for additional machining corrections
- Controlled and stable forming process
- Compatibility with different materials, including aluminium and steel
- Efficient production with optimised cycle times
Manufacturers achieve a robust and reliable process for one of the most critical features of pressure vessels.uperior base for final finishing operations while significantly reducing downstream machining requirements.
Why It Matters
In pressure cylinder manufacturing, safety and performance are defined by local geometry and material distribution.
The neck area is a critical interface between the internal pressure environment and external components such as valves and regulators.
By controlling material flow during necking-in, manufacturers ensure that strength, thickness and geometry are precisely where they are needed.
At DENN, we do not simply reduce diameter.
We control material flow to reinforce critical zones and ensure long-term structural reliability.