Fabricació d’olles, paelles i altres estris de cuina mitjançant filatura, laminació i processos auxiliars

DENN ofereix una àmplia gamma de torns de laminació i estirament que permeten la producció de tot tipus d’olles, paelles i altres estris de cuina d’acer inoxidable amb un acabat d’alta qualitat en una sola passada o diverses operacions successives d’utillatge; en diversos materials i en qualsevol mida que necessiteu. Els torns DENN no només són fàcils de programar, sinó que també ofereixen temps de producció extremadament curts. Aquest document proporciona una visió general de les peces, les peces en brut, les operacions i les màquines utilitzades en la fabricació d’estris de cuina.
PECES
- Olles i paelles d’alumini amb forma parcialment convexa o còncava
- Olles i paelles amb una forma parcialment corbada
- Olles i paelles cilíndriques d’acer inoxidable
- Olles amb vores, brides, vores, etc.
INDÚSTRIES
- Parament de cuina
- Hospitalitat
- Servei d’alimentació
OPERACIONS
- Enrotllat
- Laminació cilíndrica
- Rodament cònic
- Tornejat de brides
- Perles
- Formació i marcatge
- Crimpat d’anells, etc.
PREFORMES
- Peces en brut estirades o preestirades, xapa metàl·lica en forma de disc i peces en brut premsades de perfil baix.

UTILLATGES I SISTEMES AUXILIARS
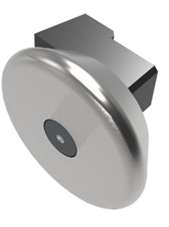
- Una matriu amb un perfil exterior que coincideix amb el perfil interior de la peça que s’ha de fabricar. La geometria de la matriu es crea mitjançant un procés de còpia CNC.
- Rodets de diversos tipus i geometries per donar forma al material. Eines de marcatge, eines de tall i eines de rebordejat.
- Subjecció de peces mitjançant una contrapunta simple o doble amb mandrils de diverses geometries, un dispositiu de centratge i un suport de xapa metàl·lica.

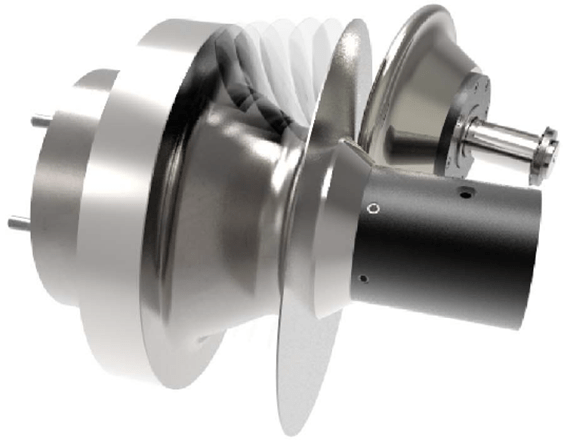
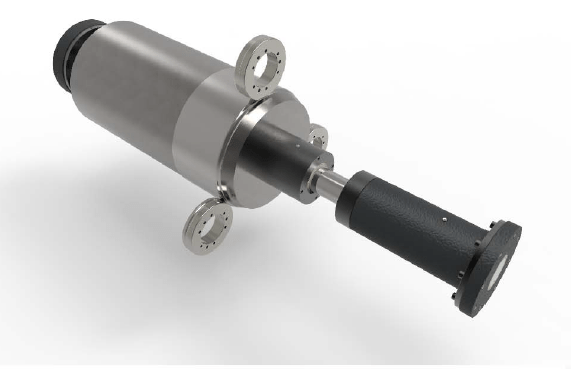
MÀQUINES
Màquines tipus NTR

Màquines tipus TES
Màquines tipus RB

Màquines tipus RL
Fabricació d’olles i paelles d’alumini amb forma parcialment convexa o còncava
Laminadors RL amb tres rodets
El disc es col·loca al dispositiu de centratge i es pressiona contra la cara frontal de la matriu mitjançant la contrapunta. Un cop fixada la peça, la matriu comença a girar. El corró comença a pressionar el material, formant-lo contra la matriu. Depenent del material, el gruix inicial, el gruix final i la geometria de l’operació, aquest procés de conformació es realitza en una o més passades fins que la peça ha pres la forma de la matriu.
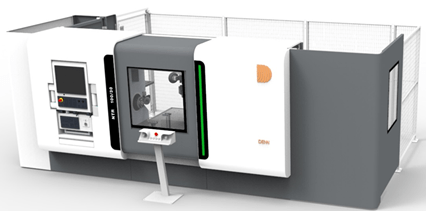
Torns NTR, TES i altres tipus
El disc es col·loca sobre el cargol principal i es prem contra el motlle mitjançant la contrapunta. El cargol s’engega i la roda de tall fa diverses passades successives fins que la peça tingui la geometria desitjada.
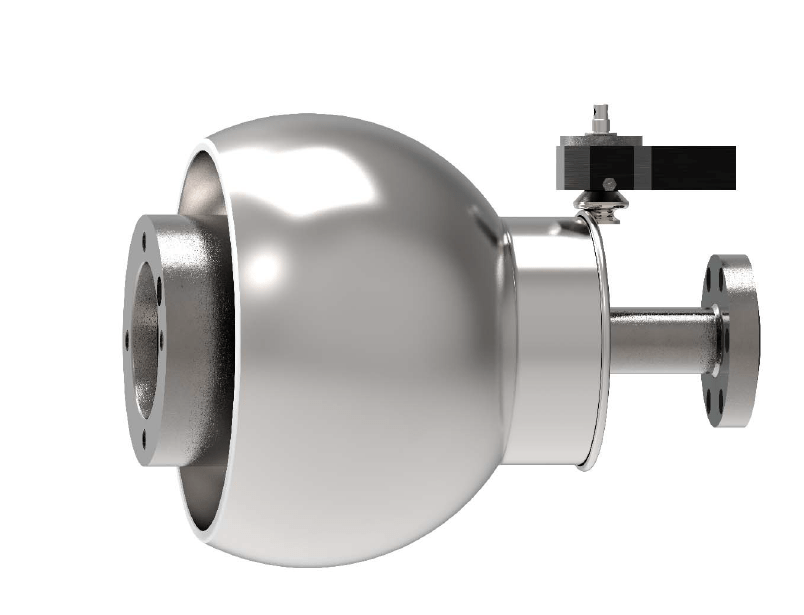
Fabricació d’olles i paelles cilíndriques d’acer inoxidable
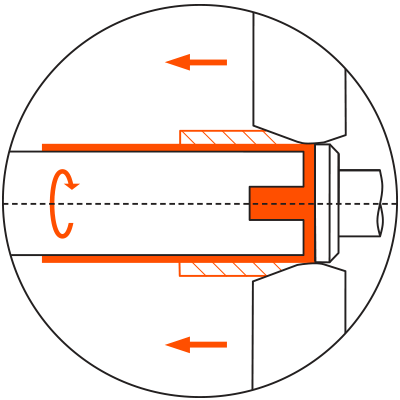
Laminadors RL amb tres rodets
Les peces d’aquest tipus es formen en fred amb una reducció de gruix de fins a un 80% en comparació amb la peça pre-estirada, utilitzant tres rodets que es mouen paral·lelament a la matriu. Aquest procés garanteix la màxima qualitat tant a l’interior com a l’exterior, reduint així el temps necessari per a les posteriors operacions de mòlta i poliment. Els pots produïts d’aquesta manera tenen un fons gruixut i un gruix de paret mínim. Quan les formes requereixen poques passades, també es pot utilitzar un procés estàndard d’embotició profunda.
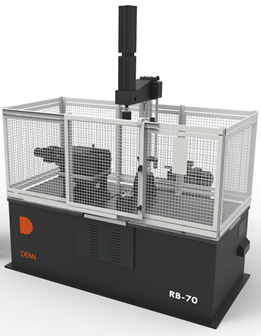
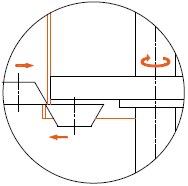
Operacions auxiliars en torns de rebordejat RB
Anells als extrems dels pots
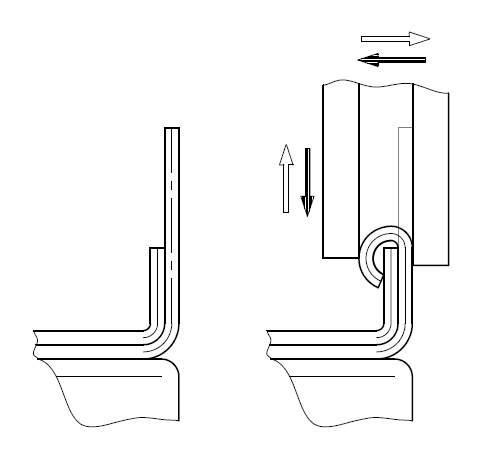
Per formar inicialment l’anell, la tira es talla a mida, es lamina i es solda. Per formar un anell per a olles esmaltades, es realitza una sèrie d’operacions automatitzades en una màquina de tall i engast horitzontal, accionada per un carro vertical que incorpora el corró de conformació.
Armat
Fixar la vora al test és un procés senzill i ràpid. Es realitza amb el mateix model de màquina i implica un carro d’accionament vertical equipat amb el corró de conformació adequat. L’eina és fàcil d’utilitzar i es recomana que la secció interior es faci amb un sistema regulable en alçada.
Altres
A més d’operacions com ara el retall de material sobrant, el mecanitzat de vores, el rebordejat, el bridatge, etc., es poden realitzar operacions típiques en components d’estris de cuina, com ara el mecanitzat de bases de difusors en paelles i olles, la creació de rebaixes internes i el retall de material sobrant en tapes d’olles, la formació de peces a partir de fèrules laminades i soldades, la fabricació de cossos per a coladors, motlles oberts per a rebosteria, etc.

AVANTATGES
- Un sistema de baix soroll en comparació amb els mètodes tradicionals com ara premses, expansió, etc.
- Costos mínims d’utillatge per a la producció de qualsevol component.
- Una peça completament acabada produïda per una sola màquina, eliminant la necessitat d’operacions de manipulació costoses, espai addicional, etc.
- Mínima inversió en maquinària per la seva alta versatilitat per treballar amb diferents diàmetres, gruixos, qualitats de material, etc.
- Les toleràncies internes es poden aconseguir d’acord amb les normes DIN, sempre que el motlle les compleixi.
