Engruiximent per a un engruiximent controlat de les parets i components de recipients a pressió d’alta integritat.
Congestió controlada de recipients a pressió cilíndrics.
Engruiximent progressiu de la paret, geometria precisa i preparació fiable per a operacions de roscat i segellat.
El repte
Els fabricants de cilindres a pressió (incloses les ampolles de gas, els extintors i els contenidors industrials) han de complir uns requisits mecànics i de seguretat estrictes.
Aquests components funcionen sota altes pressions internes i requereixen:
- Geometria precisa del coll per a la integració de la vàlvula
- Gruix de paret suficient a les zones crítiques
- Integritat estructural sota càrrega cíclica
- Precisió dimensional consistent per al mecanitzat posterior
Els mètodes de fabricació tradicionals sovint impliquen múltiples operacions de conformació, mecanització i unió, la qual cosa porta a:
- Processos de producció complexos i de múltiples passos
- Control limitat sobre la distribució del material a la zona del coll
- Augment dels temps de cicle i de les operacions de manipulació
- Costos d’utillatge i de producció més elevats
Alhora, la zona del coll és una de les zones més crítiques del component, ja que ha de suportar el roscatge, el segellat i les tensions mecàniques repetides.
L’objectiu era clar:
aconseguir una geometria precisa del coll alhora que controla el gruix del material i garanteix la integritat estructural.
La solució DENN
DENN va desenvolupar un procés controlat d’estraccionament per a components cilíndrics, integrat dins de la seqüència general de conformació.
El procés comença a partir de tubs o peces en brut cilíndriques preformades, prèviament modelades al diàmetre i gruix de paret requerits.
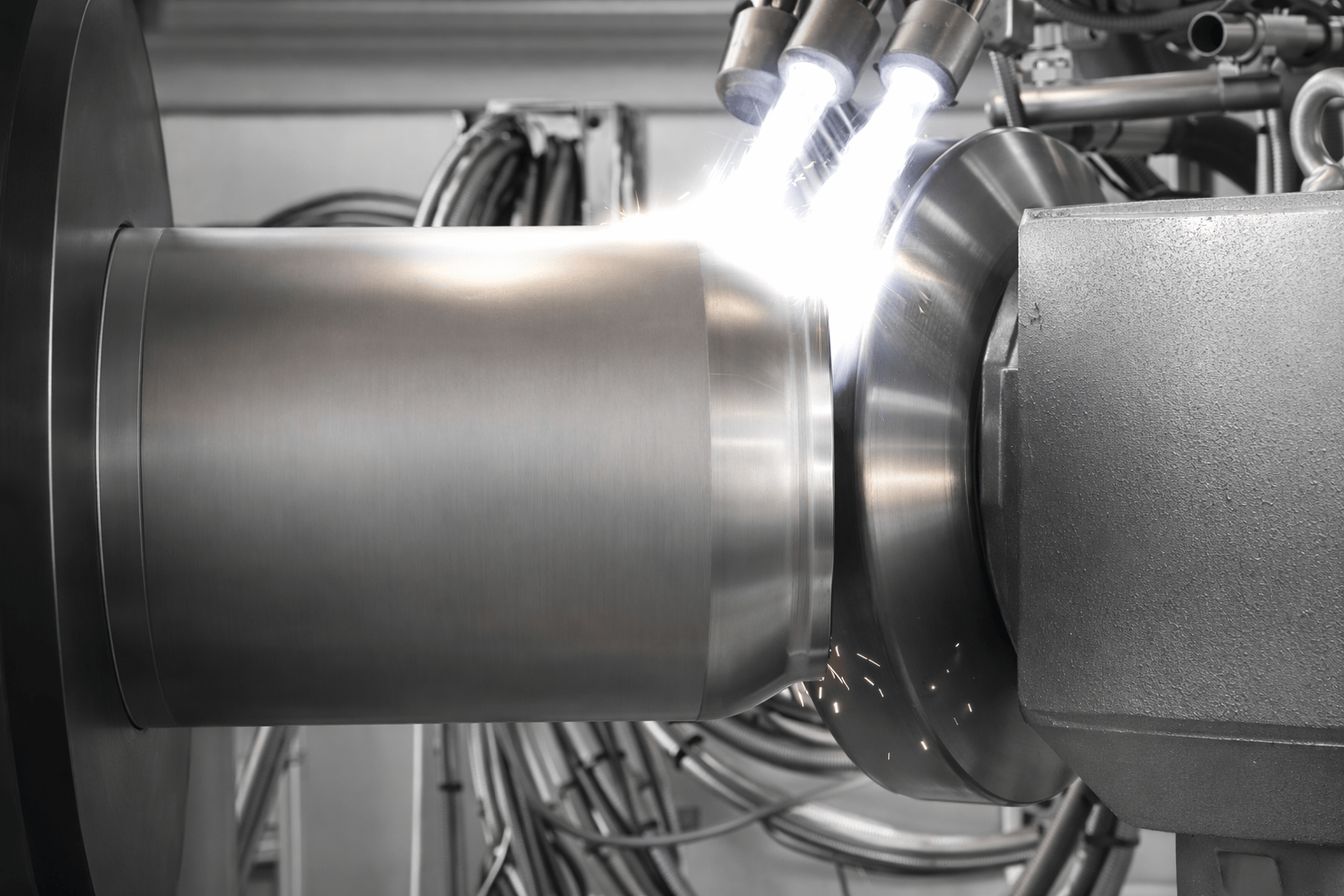
L’operació d’enganxament es realitza mitjançant passades controlades successives:
- El component gira mentre l’eina de conformació segueix una trajectòria programada
- L’eina redueix progressivament el diàmetre a la zona del coll
- El material flueix i s’acumula a la zona de conformació
- El gruix de la paret augmenta progressivament a la regió del coll
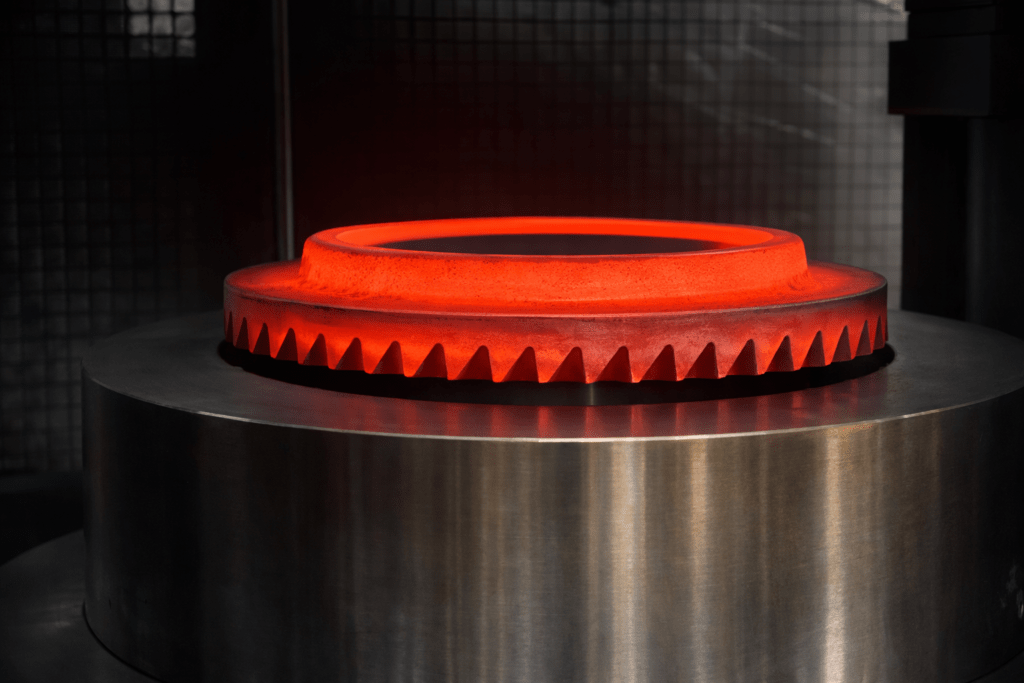
Per als components d’alumini, l’operació d’estrellament es realitza normalment amb escalfament local (al voltant de 250 °C) per garantir un flux de material adequat i evitar defectes.
El procés combina:
- Moviment de rotació de la peça
- Moviment longitudinal de l’eina
- Condicions de temperatura controlades quan calgui
Això permet la formació d’un perfil de coll precís amb el gruix de paret necessari per a operacions posteriors com ara:
- Perforació
- Davant
- Enfilat
El resultat és una geometria del coll totalment preparada, a punt per a la integració funcional.
El resultat
El procés de necking-in controlat ofereix clars avantatges industrials:
- Geometria del coll precisa i repetible
- Engruiximent progressiu de la paret en zones crítiques
- Millora de la integritat estructural del component
- Preparació fiable per a operacions de roscat i segellat
- Menys necessitat de correccions de mecanitzat addicionals
- Procés de conformació controlat i estable
- Compatibilitat amb diferents materials, com ara l’alumini i l’acer
- Producció eficient amb temps de cicle optimitzats
Els fabricants aconsegueixen un procés robust i fiable per a una de les característiques més crítiques dels recipients a pressió. Una base superior per a les operacions d’acabat final, alhora que redueixen significativament els requisits de mecanitzat posteriors.
Per què és important
En la fabricació de cilindres a pressió, la seguretat i el rendiment es defineixen per la geometria local i la distribució del material.
La zona del coll és una interfície crítica entre l’entorn de pressió intern i els components externs com ara vàlvules i reguladors.
En controlar el flux de material durant l’estrocament, els fabricants s’asseguren que la resistència, el gruix i la geometria siguin precisament on es necessiten.
A DENN, no ens limitem a reduir el diàmetre.
Controlem el flux de materials per reforçar les zones crítiques i garantir la fiabilitat estructural a llarg termini.