Encastrement pour un épaississement contrôlé des parois et des composants d’appareils à pression de haute intégrité.
Encastrement contrôlé d’appareils à pression cylindriques.
Epaississement progressif des parois, géométrie précise et préparation fiable pour les opérations de filetage et de scellement.
Le défi
Les fabricants de bouteilles à pression (y compris les bouteilles de gaz, les extincteurs et les conteneurs industriels) doivent répondre à des exigences strictes en matière de mécanique et de sécurité.
Ces composants sont soumis à des pressions internes élevées et requièrent une attention particulière :
- Géométrie précise du col pour l’intégration de la valve
- Epaisseur de paroi suffisante dans les zones critiques
- Intégrité structurelle sous charge cyclique
- Précision dimensionnelle constante pour l’usinage en aval
Les méthodes de fabrication traditionnelles impliquent souvent de multiples opérations de formage, d’usinage et d’assemblage, ce qui conduit à une perte de temps et d’argent :
- Processus de production complexes et en plusieurs étapes
- Contrôle limité de la distribution des matériaux dans la région du cou
- Augmentation des temps de cycle et des opérations de manutention
- Coûts d’outillage et de production plus élevés
En même temps, la zone du col est l’une des zones les plus critiques du composant, car elle doit résister au filetage, à l’étanchéité et aux contraintes mécaniques répétées.
L’objectif était clair :
obtenir une géométrie précise du col tout en contrôlant l’épaisseur du matériau et en garantissant l’intégrité structurelle.
La solution DENN
DENN a mis au point un processus contrôlé d’encollage pour les composants cylindriques, intégré dans la séquence globale de formage.
Le processus commence par des tubes cylindriques préformés ou des ébauches, préalablement façonnés au diamètre et à l’épaisseur de paroi requis.
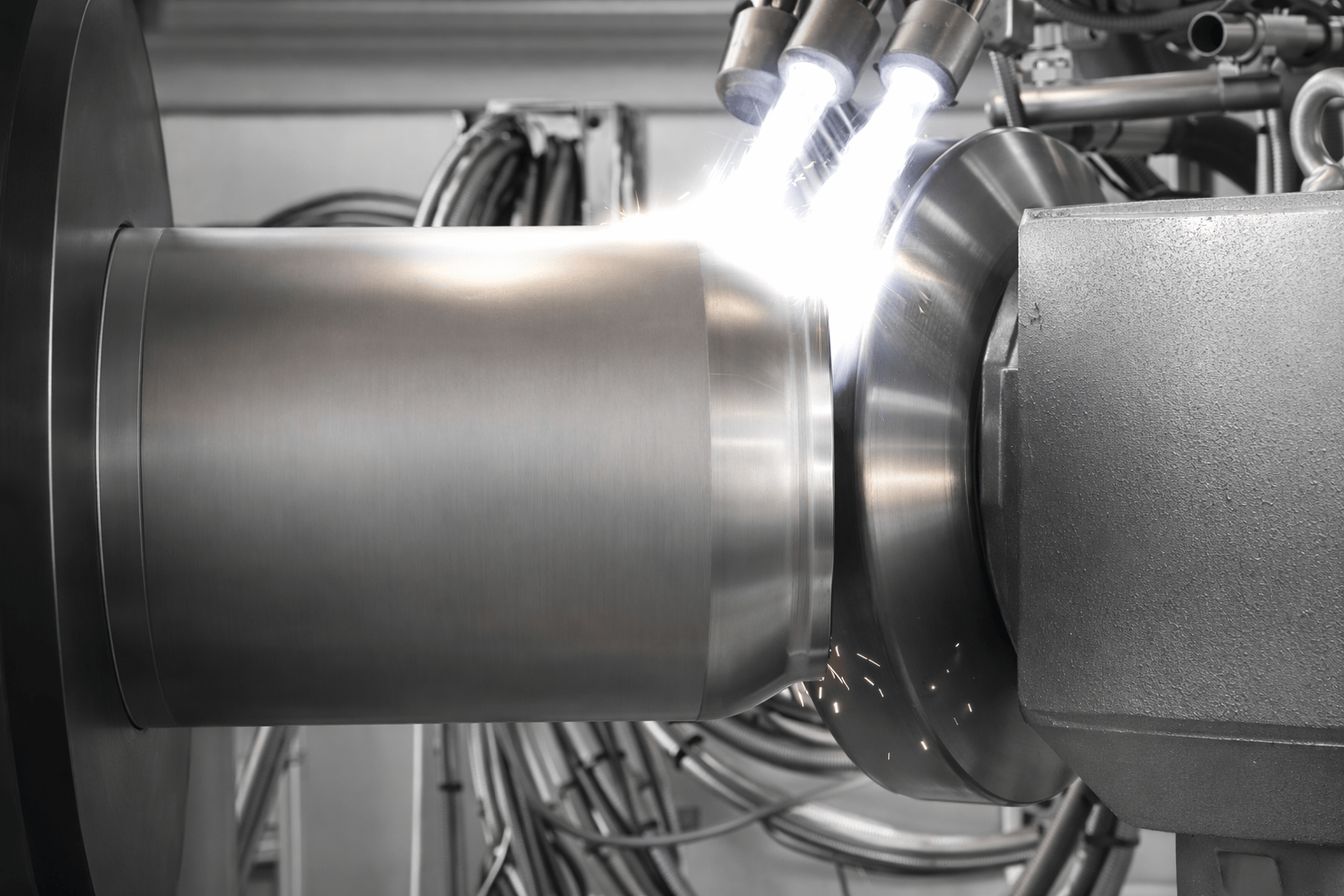
L’opération d’encolure est réalisée par des passages successifs et contrôlés :
- Le composant tourne tandis que l’outil de formage suit une trajectoire programmée
- L’outil réduit progressivement le diamètre dans la zone du col.
- Les matériaux s’écoulent et s’accumulent dans la zone de formation
- L’épaisseur de la paroi augmente progressivement dans la région du cou
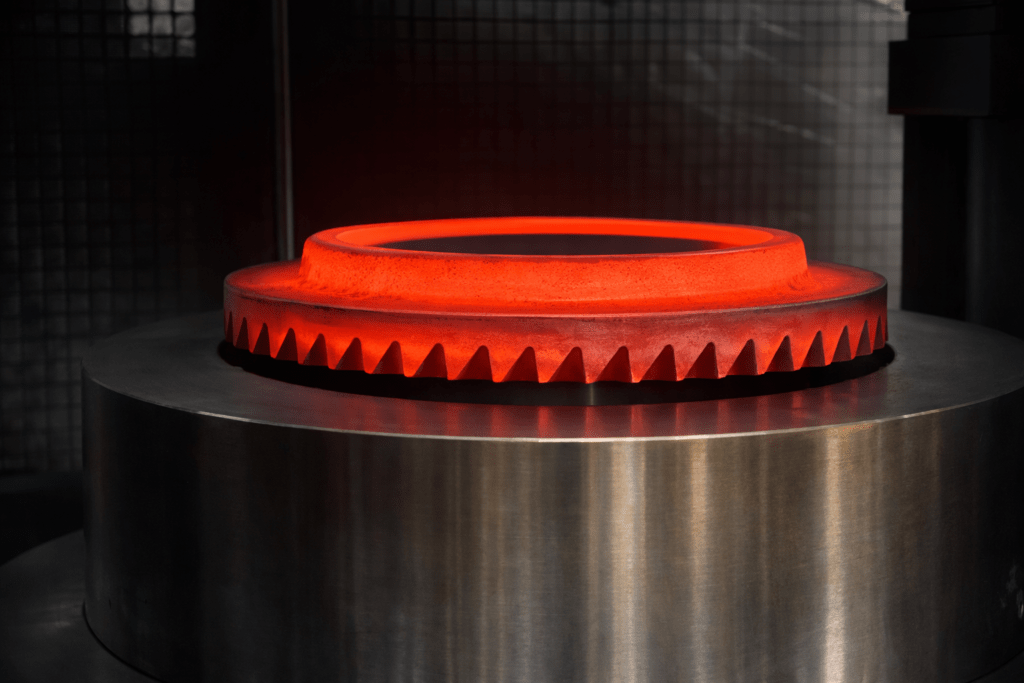
Pour les composants en aluminium, l’opération de rétreint est généralement réalisée avec un chauffage local (environ 250°C) pour assurer un bon écoulement du matériau et éviter les défauts.
Le processus combine :
- Mouvement de rotation de la pièce
- Mouvement longitudinal de l’outil
- Conditions de température contrôlée si nécessaire
Cela permet de former un profil de col précis avec l’épaisseur de paroi requise pour les opérations ultérieures telles que :
- Forage
- Face
- Filetage
Le résultat est une géométrie de cou entièrement préparée, prête pour l’intégration fonctionnelle.
Le résultat
Le processus d’encollage contrôlé offre des avantages industriels évidents :
- Géométrie précise et reproductible du col
- Épaississement progressif de la paroi dans les zones critiques
- Amélioration de l’intégrité structurelle du composant
- Préparation fiable pour les opérations de filetage et de scellement
- Réduction des corrections d’usinage supplémentaires
- Processus de formage contrôlé et stable
- Compatibilité avec différents matériaux, y compris l’aluminium et l’acier
- Une production efficace avec des temps de cycle optimisés
Les fabricants obtiennent un processus robuste et fiable pour l’une des caractéristiques les plus critiques des appareils à pression.uperior base for final finishing operations while significantly reducing downstream machining requirements.
Pourquoi c’est important
Dans la fabrication des bouteilles de pression, la sécurité et les performances sont définies par la géométrie locale et la distribution des matériaux.
La zone du col est une interface critique entre l’environnement de pression interne et les composants externes tels que les vannes et les régulateurs.
En contrôlant le flux de matière pendant l’encollage, les fabricants s’assurent que la résistance, l’épaisseur et la géométrie se trouvent précisément là où elles sont nécessaires.
Chez DENN, nous ne nous contentons pas de réduire le diamètre.
Nous contrôlons le flux de matériaux pour renforcer les zones critiques et assurer la fiabilité à long terme de la structure.