Engrosamiento de paredes controlado y componentes de recipientes a presión de alta integridad.
Engrosamiento controlado de recipientes a presión cilíndricos.
Engrosamiento progresivo de paredes, geometría precisa y preparación fiable para operaciones de roscado y sellado.
El desafío
Los fabricantes de botellas a presión (incluidas las botellas de gas, los extintores y los contenedores industriales) deben cumplir estrictos requisitos mecánicos y de seguridad.
Estos componentes funcionan bajo presiones internas elevadas y requieren:
- Geometría precisa del cuello para la integración de la válvula
- Suficiente grosor de pared en las zonas críticas
- Integridad estructural bajo carga cíclica
- Precisión dimensional constante para el mecanizado posterior
Los enfoques de fabricación tradicionales suelen implicar múltiples operaciones de conformado, mecanizado y unión, lo que da lugar a:
- Procesos de producción complejos y de varios pasos
- Control limitado de la distribución del material en la zona del cuello
- Aumento de los tiempos de ciclo y de las operaciones de manipulación
- Mayores costes de utillaje y producción
Al mismo tiempo, la zona del cuello es una de las más críticas del componente, ya que debe soportar el roscado, la estanqueidad y los esfuerzos mecánicos repetidos.
El objetivo estaba claro:
conseguir una geometría precisa del cuello controlando al mismo tiempo el grosor del material y garantizando la integridad estructural.
La solución DENN
DENN ha desarrollado un proceso de acuñado controlado para piezas cilíndricas, integrado en la secuencia global de conformado.
El proceso parte de tubos cilíndricos preformados o piezas brutas, previamente conformados al diámetro y espesor de pared requeridos.
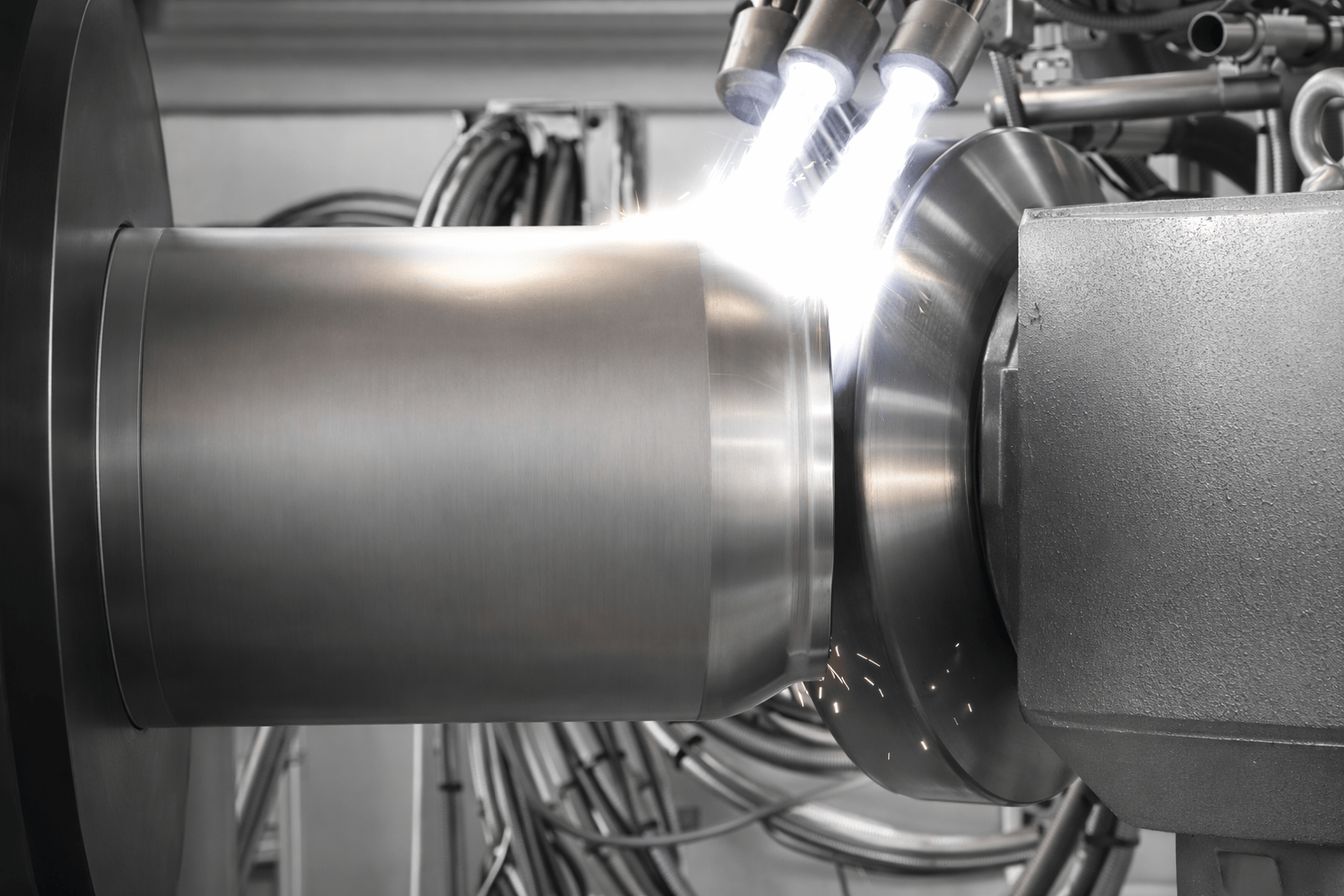
La operación de escotado se realiza mediante pasadas sucesivas controladas:
- El componente gira mientras la herramienta de conformación sigue una trayectoria programada
- La herramienta reduce progresivamente el diámetro en la zona del cuello
- El material fluye y se acumula en la zona de conformación
- El grosor de la pared aumenta progresivamente en la región del cuello
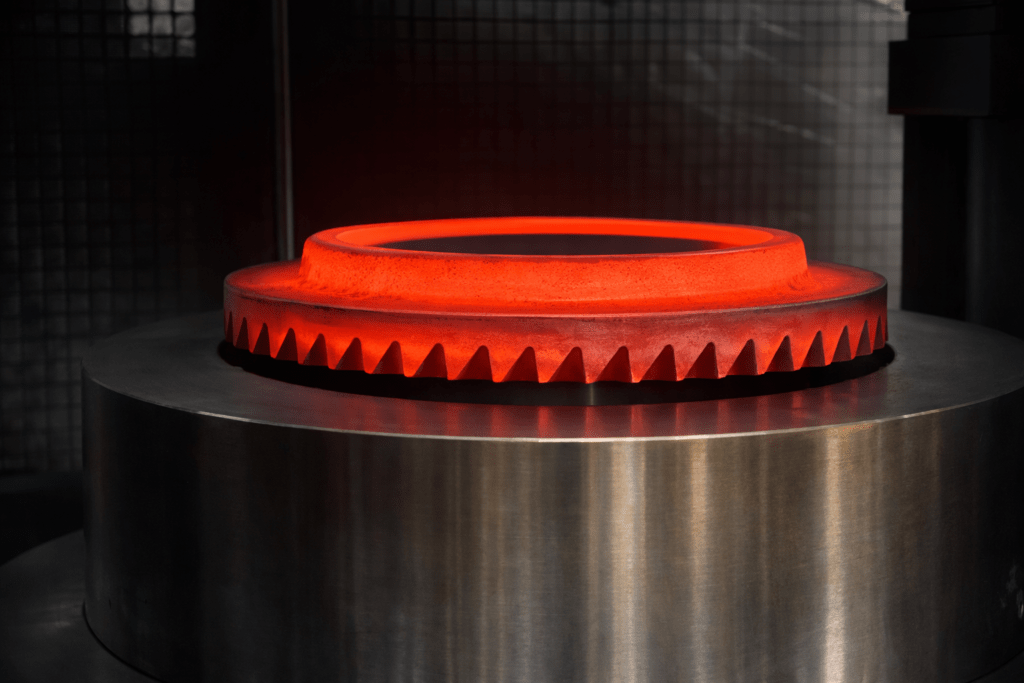
En el caso de los componentes de aluminio, la operación de cuello suele realizarse con calentamiento local (alrededor de 250°C) para garantizar un flujo adecuado del material y evitar defectos.
El proceso combina:
- Movimiento de rotación de la pieza
- Movimiento longitudinal de la herramienta
- Condiciones de temperatura controlada cuando sea necesario
Esto permite la formación de un perfil de cuello preciso con el grosor de pared requerido para operaciones posteriores como:
- Perforación
- Frente a
- Enhebrar
El resultado es una geometría de cuello totalmente preparada, lista para la integración funcional.
El resultado
El proceso de cuarteo controlado ofrece claras ventajas industriales:
- Geometría del cuello precisa y repetible
- Engrosamiento progresivo de la pared en zonas críticas
- Mejora de la integridad estructural del componente
- Preparación fiable para operaciones de roscado y sellado
- Menor necesidad de correcciones de mecanizado adicionales
- Proceso de conformado controlado y estable
- Compatibilidad con distintos materiales, incluidos el aluminio y el acero
- Producción eficiente con tiempos de ciclo optimizados
Los fabricantes consiguen un proceso robusto y fiable para una de las características más críticas de los recipientes a presión.uperior base para las operaciones de acabado final, al tiempo que se reducen significativamente los requisitos de mecanizado posteriores.
Por qué es importante
En la fabricación de cilindros de presión, la seguridad y el rendimiento vienen definidos por la geometría local y la distribución del material.
La zona del cuello es una interfaz crítica entre el entorno de presión interno y los componentes externos, como válvulas y reguladores.
Al controlar el flujo de material durante el engarce, los fabricantes se aseguran de que la resistencia, el grosor y la geometría estén precisamente donde se necesitan.
En DENN, no nos limitamos a reducir el diámetro.
Controlamos el flujo de material para reforzar las zonas críticas y garantizar la fiabilidad estructural a largo plazo.