Hot rotary forging for near-net-shape toothed components.
Controlled hot deformation for full die filling and optimised grain flow.
High structural integrity and repeatable production for demanding gear applications.
The Challenge
Large toothed crowns used in heavy-duty automotive and industrial applications must combine high structural strength with precise tooth geometry.
Traditional manufacturing methods typically rely on machining teeth from solid forged rings. This approach often leads to high material waste, long production times and limited optimisation of the internal grain structure.
Forming gear teeth directly during hot forging also presents several technical challenges, including:
- Incomplete die filling
- Fold formation in the tooth profile
- High forming forces and torque peaks
- Thermal distortion during processing
For high-performance gear components, dimensional accuracy alone is not sufficient. Material integrity and process stability are equally critical.
Manufacturers required a solution capable of forging the tooth geometry close to its final shape while maintaining full control over material flow, temperature and forming forces.
The DENN Solution
DENN developed a dedicated hot rotary forging process to manufacture toothed crowns through controlled progressive deformation.
Instead of machining teeth from a forged blank, the rotary forging process forms the tooth geometry directly through a combination of rotational motion and axial compression.
During the process:
- A pre-engineered annular preform is positioned between the dies
- The lower head rotates the component
- The upper tool operates with a controlled inclination angle
- Material flows radially into the tooth cavities
- Forming temperature is maintained between 1200–1250 °C
- Feed rate and rotational speed are dynamically controlled
Advanced 3D thermo-mechanical FEM simulations were used to validate the process, ensuring complete die filling, controlled material flow and acceptable force and torque levels.
A dedicated tooling system with integrated ejection mechanisms was also developed to preserve tooth geometry during part extraction and ensure dimensional stability.
In addition, an intelligent zero-defect monitoring system was implemented, integrating:
- Real-time force monitoring
- Head temperature control
- Process data acquisition
- Predictive process modelling
- Automatic parameter adjustments
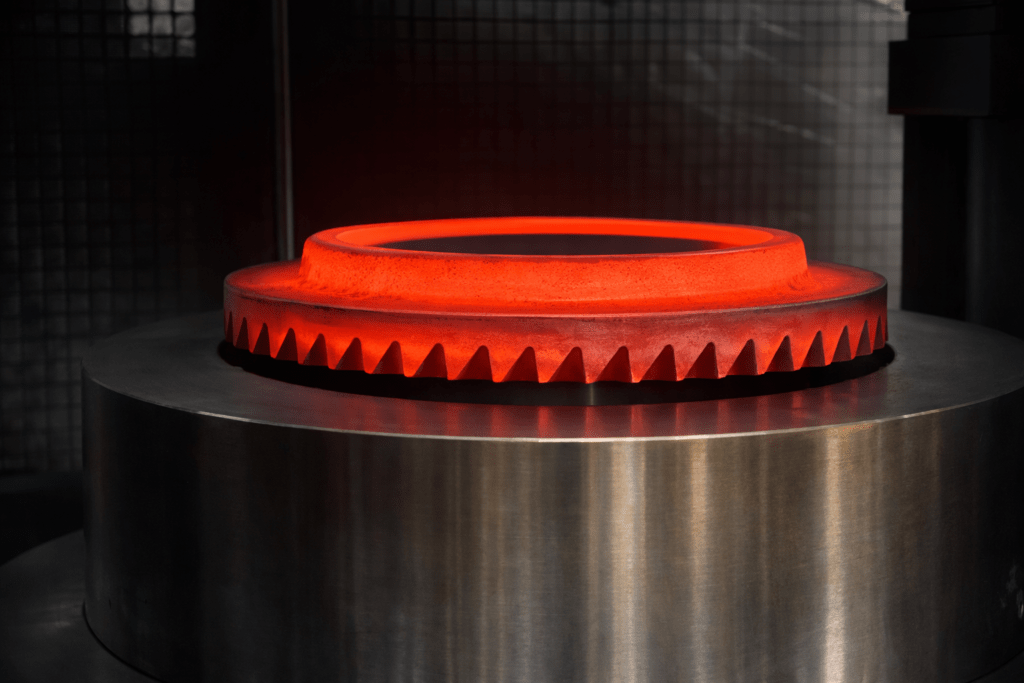
The teeth are not machined into the material.
They are forged directly into the structure.
The Result
The hot rotary forging process delivers significant manufacturing advantages:
- Near-net-shape tooth geometry
- Complete die filling without folds
- Optimised grain flow along the tooth profile
- Reduced machining allowance
- Lower material waste
- Controlled forming force and torque behaviour
- High structural integrity
- Stable and repeatable industrial production
The forged component provides a structurally superior base for final finishing operations while significantly reducing downstream machining requirements.
Process Data
Part: Toothed crown / gear ring
Industry: Automotive and industrial transmission systems
Material: Alloy steel
Technology: Hot rotary forging
Machine: DENN RF series
Forming temperature: 1200–1250 °C
Process type: Near-net-shape gear forming
Why It Matters
In gear manufacturing, performance depends not only on precision but also on internal structure and material integrity.
Hot rotary forging enables manufacturers to produce gear components with optimised grain flow, improved structural properties and significantly reduced machining requirements.
At DENN, we do not simply form gear teeth.
We engineer geometry, structure and process stability through controlled rotary deformation under hot forming conditions.
Precision is achieved by design.
Strength is achieved by structure.